基于自动光学检测技术开发的仪器与实验室光学仪器不同,并且必须满足以下条件:1.使用光学(视觉)成像技术感测被测特征; 2.仪器的操作和操作自动完成,无需人工参与; 3.满足仪器现场对操作时间的要求。因此,自动光学检查仪器也是自动化设备。在制造领域,除了能够作为独立模块在生产线上或离线运行外,它们还经常用作制造过程或智能设备中必不可少的信息传感单元。该过程可以按要求顺利进行。
自动光学检查技术可以分为两种:二维和三维。三维主要用于物体形状和几何参数的测量,零件分组,定位,识别,机器人引导等;二维主要用于产品外观(颜色,缺陷等))检测,不同对象或外观的分类,良品和缺陷产品的检测和分类等。
但是,随着精密制造和组装行业的智能制造过程中对检测分辨率,精度和速度的要求不断提高,这种由相机的直接光学成像方法形成的简单视觉系统越来越无法满足要求。一方面,几何光学直接成像的分辨率受到透镜分辨率的限制,光学显微成像的最高分辨率仅为照明光源波长的四分之一,即约150μm;另一方面,许多检测到的特征不是简单地用相机成像的。能够感知和检测的人必须使用和开发特殊的光学成像技术,这也是本篇综述的重点内容之一。
成像技术解决了信息感知的问题,但是要实现自动光学检测技术,系统集成技术尤为重要。系统集成技术涉及关键设备,系统设计,机器集成,软件开发等。在自动光学检查系统中必不可少的关键组件是图像传感器(相机),镜头,光源,采集和预处理卡,计算机(工业用)。控制计算机,服务器)等。
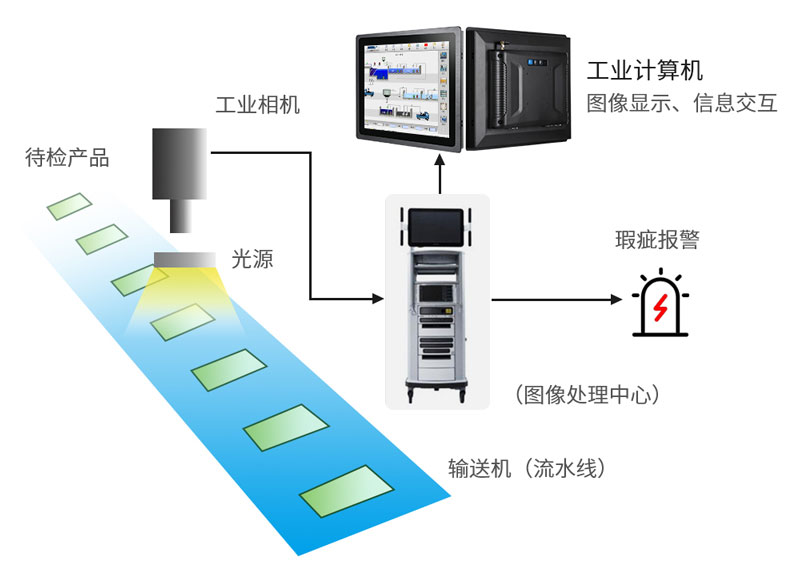
最常用的图像传感器是各种类型的CMOS / CCD相机。图像传感器,镜头和光源的组合构成了大多数自动光学检测系统中的传感单元。设备的选择和配置需要根据检测要求进行设计和选择。类型。光源的选择(颜色,波长,功率,照明方法等),除了要区分和增强功能外,还需要考虑图像传感器对光源光谱的敏感范围。
镜头的选择需要考虑光学参数,例如视野,景深,分辨率等。镜头的光学分辨率必须与图像传感器的空间分辨率匹配,以实现最佳的性价比。通常,镜头的光学分辨率略高于图像传感器的空间分辨率。尽可能使用黑白相机进行成像,以提高成像分辨率。
图像传感器(相机)根据具体情况采用区域阵列或线阵列。选择模型时要考虑的因素包括成像视野,空间分辨率,最小曝光时间,帧速率,数据带宽等。